您现在的位置是:首页 > 行业 > 制造 >
MAS在焦炉中的应用
摘要针对焦炉这类复杂的生产过程,提出一种基于MAS(multi-agent system)理论和技术的集成智能控制与管理系统(IICMS)方案,该方案的主要特点是将复杂的问题分为多个相对简单的问题,通过Agent以及Agent之间和MAS之间的协调优化实现焦炉的分布式、协调化、集成化控制与管理。描述了...
焦炉冶炼是一典型的复杂工业过程,焦炉生产过程控制包括焦炉加热控制、配煤专家系统、集气管压力控制、装煤推焦等系统,焦炉生产过程中影响炉况的因素很多,这就决定了焦炉控制的复杂性和多样性,再加上焦炉控制过程实时性要求高、动态性强,祸合严重。因此采用常规的专家系统建模、分析和控制的方法难以对焦炉进行综合的控制。焦炉应作为一个复杂的综合系统来考虑,即以焦炉专家为中心,以计算机智能生产系统为目标,发展成以MAS理论及方法、专家系统、神经网络、集散控制系统、数据库、智能化仪表、多媒体技术等新型技术相结合的集成智能系统,通过MAS技术将各种焦炉控制模型有机地集成起来,从而实现焦炉分布式、协调化、集成化控制。
1 MAS系统结构
针对焦炉生产的结构和特点,本文建立一个基于MAS的焦炉多级智能控制与管理系统,如图1所示,它分为3层:经营决策层、优化执行层和过程控制层。经营决策层根据市场的信息作出决策、实现企业资源计划(ERP)、供应链管理、客户管理、动态企业建模和电子商务等。优化执行层完成流程工业制造执行系统(MES)的功能,主要负责生产管理和调度执行。它通过生产过程信息处理和支持系统提供的信息与知识,对生产统计、生产调度、物料平衡、生产成本、设备、质量以及安全等进行实时管理。生产过程控制层完成焦炉的监控功能,其基本单元主要由监视Agent、控制Agent和诊断Agent单元构成。在每个MAS由主管Agent和专业Agent团体组成,主管Agent具备控制系统框架结构知识,主要是构成分布式控制框架,并根据环境情况对框架进行调整。专业Agent团体负责相应采集、诊断和控制任务,如监视Agent主要收集过程数据并进行处理,完成状态显示、报警和存档,并向其他Agent提供数据,在危急情况下激发相应的反应Agent的保护行为。诊断Agent基于各种征兆信号,进行故障诊断并作出诊断决策。多个专业Agent和主管Agent构成Agent组,组对外体现单个Agent特征,从而形成上一层Agent组,团体内Agent可分别处于3种不同的状态:离线学习状态、激活状态和空闲状态。主管Agent实时监测被控系统性能,根据不同炉况,按需要改变团体内Agent的状态,进行模式切换,协调控制策略,进行有效控制。
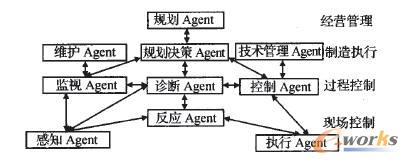
图1 控制与管理MAS单元结构
2 基于MAS的焦化生产控制与管理系统组成
焦炉是焦化生产最重要的装置之一,因此焦化生产与管理系统主要围绕焦炉的管理与控制为中心展开,焦化生产控制与管理系统主要有:①焦炉加热系统控制Agent;②集气管压力控制Agent;③配煤控制与管理Agent;④焦炉机械作业控制Agent;⑤生产计划编制与管理Agent;⑥客户与供应链管理Agent。
基于MAS的智能管理与控制系统的特色是将各现场设备表达为具有智能的可通讯的Agent。根据具体任务,这些设备具备不同程度的智能(知识),如以设备保护Agent为代表的反应式Agent,以控制、调度Agent为代表的慎思式Agent, Agent根据其拥有的行为知识选择合适的理性行为。因此,基于MAS的智能管理与控制系统也是系统智能的分布和集成。本文重点介绍加热控制、集气管压力控制、配煤控制与管理、推焦管理和设备维护。
2.1 加热控制
加热控制MAS采用前、反馈结合系统,由结焦终了时间判定Agent、干馏控制Agent、火道温度控制Agent、烟道吸力控制Agent等构成,如图2所示。在炉温控制中有测量炭化室炉墙温度或焦饼表面温度的装置,用来指导人工调节火道温度,保持焦炉加热适宜的温度。
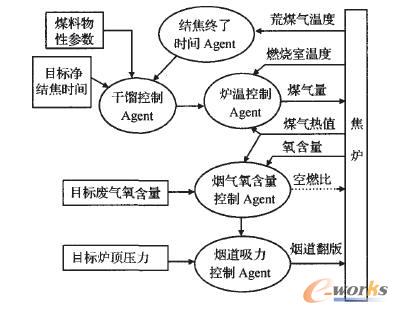
图2 焦炉加热控制MAS
首先根据技术管理Agent给出的焦炉的目标净结焦时间、配煤Agent给出的装炉煤物性参数及其由测量Agent给出的荒煤气温度的变化规律确定的实际结焦终了时间,由干馏控制模型计算出火道温度的设定值,然后根据实测的燃烧室温度来动态修正火道温度的设定值,最后由炉温控制模型确定出最佳的煤气供给量,由煤气流量控制Agent执行。在该系统燃烧Agent组中,空燃比控制Agent是根据目标废气氧含量和实测废气氧含量的偏差实现对空燃比的反馈控制,同时辅助于煤气热值的前馈控制来动态修正空燃比,从而保证了空燃比维持在合理的控制范围内,因为国内焦炉都是自然送风,采用以煤气量作为前馈因素,结合废气氧含量修正的调节烟道吸力的方案。在该系统中,判断焦饼是否成熟的重要标志是火落时间,即从炭化室装煤到逸出的荒煤气温度达到最高值的时间。
2.2 集气管压力控制
焦炉集气管系统的控制要求集气管压力稳定在80-120 Pa。影响集气管压力的因素很多,其中一个重要的的因素是焦炉之间及与鼓风机相互间存在着严重的藕合关系,常规方法无法将集气管压力维持在工艺要求的80-120 Pa。因此控制的关键是不同炉况的适应与各变量之间的解祸。控制手段主要有每座焦炉上集气管的蝶阀、横管上的蝶阀和鼓风机变频调速。
基于MAS的集气管多级智能控制系统根据区域分为3部分:焦炉集气管智能控制MAS,初冷器后横管智能控制MAS和鼓风机智能控制MAS。其基本结构都如图3所示,控制Agent主要由主管Agent、学习优化Agent和实时智能控制Agent组成,实时智能控制Agent分本地控制和多变量解藕补偿两部分,本地控制根据所属区域不同分别完成焦炉集气管本地局部控制、初冷器前压力和鼓风机安全控制,解祸补偿部分由多变量解祸控制算法根据参考模型进行解祸补偿,解藕后由本地控制器进行控制。学习优化Agent负责对象模型和控制参数的协进化。当本地输出达到不灵敏区时,本地控制Agent发出请求协助信号,其他Agent根据自己能力作出响应,焦炉集气管本地控制、横管蝶阀和鼓风机变频调速形成梯级协调体系,调节范围逐步加大,由后级保证前级的工作在有效范围内。
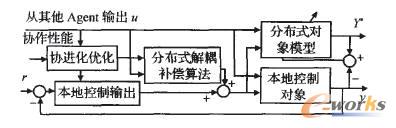
图3 分布式焦炉集气管控制MAS
2.3 配煤控制与管理
焦炉配煤炼焦过程是存在诸多不确定性、无法用数学模型描述的复杂工业过程,传统控制方法难以实施控制,在图4所示的配煤MAS的系统中,根据焦化理论和生产所获工业数据构造数学模型,以群体专家经验得到的定性知识构成规则模型,将解析的数学模型与基于知识的规则模型相结合,采用定性定量综合集成方法,建立焦炭质量预测模型,用模糊决策计算配煤比,并由控制Agent实时控制配煤流量。
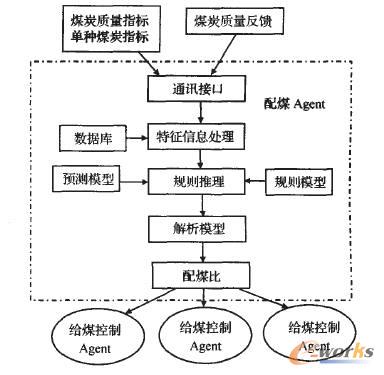
图4 配煤管理控制MAS
2.4 推焦管理
该部分包括推焦计划编制、自动传送和推焦装煤操作的自动管理等功能,如图5所示。推焦计划Agent可按要求自动编制班、日和若干天的推焦计划。在发生延迟和乱笺时,调度模块与动态调整模块还可依情况重新制订或调整计划。所编计划可按要求实时传至作业车辆上,供大车自动联锁、定位和推焦装煤操作使用。在这里推焦车、焦炉和拦焦车由自动化装置封装成设备Agent,采用无线诱导母线方式精确识别炉号并双向传递信息,配合由矢量控制变频器、变频专用交流电动机等构成的驱动装置,实现各车辆的一次自动定位及推焦联锁,电机车实现无人操作。推焦装煤操作自动管理系统通过Agent之间的协作得到装煤量以及推焦车Agent传送来的车位信号、推焦信号、平煤信号、推焦电流信号以及摘、关炉门信号,结合推焦计划,对推焦、装煤操作实行自动管理。
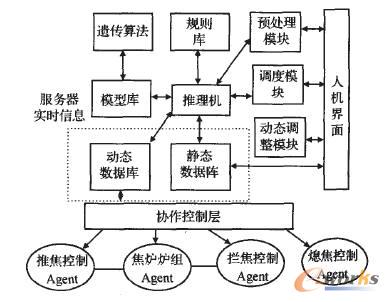
图5 推焦管理与控制Agent
2.5 预测与预防性维护
基于MAS的智能控制与管理框架下的维护子系统的目的是:逐步以状态维修和预知维修取代目前普遍采用的事后维修和计划维修,以通过适时的维护来减少生产过程的中断,提高设备的利用率、通过预先探测设备的降级来提高设备系统的安全性,实现生产总目标。由于对设备的维护和检修还不能实现自动化,建设维护系统的关键是提高系统对故障的预测能力,维护系统重点强调的是预知维护和提供维护支持。预测与预防性维护包括炉组寿命管理和对过程状态的监视以及故障诊断。系统中采用以工况为基础的预防性维护是目前最高层次的设备维护,它在生产过程中对设备的性能指标进行实时检测,然后根据设备预先确定的数学模型来计算、分析和预测设备的维修时间,是焦化经济运行中不可缺少的重要部分。
基于MAS的智能控制与管理框架下维护系统的特点是:将维护系统与控制、技术管理有机地集成为一体,在信息与资源上实现三者共享,在功能上三者互相协调、互相制约。它不再是一个完全独立的维护系统,维护功能被分解、分布到整个多Agent系统,各单元均具有不同程度的分析、协商、判断、决策能力,在协调控制级将这些信息集成即可提交比较完善的维护方案,提示操作员进行故障和事故处理,共同实现全系统维护的目标。
3 协调优化
采用协进化方法来处理多智能体之间的协作,协进化方法是继符号主义、行为主义方法之后出现的一种解决多智能体协作问题卓有成效的方法。其主要思想是,为参与合作的每个智能体都构造一个自身采用进化算法的群体,多智能体之间的多个群体按照协进化机制同时进行进化,每个进化群体为相应的智能体提供行为决策功能,这样多个智能体相互交互的过程就是多个进化群体协进化的过程。
在协进化计算中,每个物种群体都有自己的物种个体类型,各个物种群体都采用进化算法实现进化过程,而在对个体进行适应度评价时,则加入对群体间交互协调的处理。对那些有利于群体间协调的个体赋予较高的适应度,而不利的则赋予较低的适应度,这样各个群体就会向着有利于相互协调适应的方向进化,从而产生协调行为。协进化不断进行下去的结果就会形成智能体之间和以及智能体和环境之间的最终共同适应。
4 系统实现
根据上述方案的焦化自动化系统如图6所示,由经营管理层、制造执行层和生产过程层组成,经营管理层包括决策支持Agent、供应链管理Agent及客户管理Agent等,制造执行层由技术管理Agent、计划调度Agent、维护管理Agent等组成,生产过程控制层分别由焦炉PLC、DCS系统、配煤PLC系统,鼓风机和冷却回收系统DCS及智能变送器和智能执行器构成。采用三层网络结构:经营管理层采用高速以太网,控制层采用工业以太网,现场控制采用现场总线网,各智能变送器完成感知Agent功能,智能执行器完成反应Agent和执行Agent的功能,通过现场总线与PLC、DCS控制相连。各PLC、DCS控制器分别实现本地Agent和解祸Agent控制,考虑到运算量较大,对象模型和各Agent参数的协进化学习由上层Agent完成,各控制系统之间采用工业以太网通过交换机联接,采用OPC(OEL for process control)接口来实现控制Agent与上层Agent间信息交互。OPC是一个基于OLE、COM和DCOM技术之上开发的一个开放的、统一的、应用于工业自动化软件间,以及软件与现场设备之间互操作的接口标准,各监控站和控制器都装有OPC服务器软件,各Agent通过OPC接口获取或发送所需信息。上层各Agent间的信息交换采用KQML(knowledge query manipulation language)通信语言。
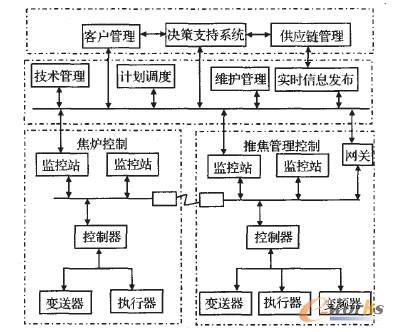
图6 基于MAS的焦化集成自动化系统
5 结 语
在分布式人工智能的研究成果基础上,提出了一种新的智能控制方法——分布式集成智能控制,它采用一种新的体系结构——基于MAS的分布式监视、诊断和控制统一的体系结构和一种新的集成方法——多种智能集成与人机联合协作,在此基础上开发原型系统平台并应用到焦炉控制实践中,系统由多个分布的具有智能的Agent实体通过控制网络松祸合而成,有力克服了分层递阶集中式体系结构的诸多缺陷,并为人工智能与传统控制理论的综合集成、机器智能与人类智能的综合集成提供了理想的环境,从而最终有可能构造出一个“大成智慧”的智能控制系统。该模型不仅能够体现自动化系统分布自治的特征,而且借助于智能单元间的协作,可以实现整个生产过程自动化系统控制、维护和技术管理功能的集成,从而使企业获得整体上的最大效益。这将成为焦化行业自动化技术今后发展的主要趋势。■(责编:Catherine)
(本文不涉密)
责任编辑:
下一篇:MES背后的随需而变
特别推荐





 |
站点信息
- 运营主体:中国信息化周报
- 商务合作:赵瑞华 010-88559646
- 微信公众号:扫描二维码,关注我们
