您现在的位置是:首页 > 行业 > 制造 >
基于MasterCAM的塑料盖注塑模设计与制造
2009-08-29 07:29:00作者:罗敬东来源:
摘要MasterCAM作为基干PC平台的、集设计与制造于一体的CAD/CAM软件,以优良的性价比、常规的硬件要求、灵活的操作方式、稳定的运行效果及易学易用的操作方法等优点,能够满足2/5轴的联动加工,较好地解决了我国日前中小型企业的零件设计与制造问题,因此在我国中小型企业中应用非...
0 引言
随着CAD/CAM技术的发展与应用,现代的注塑模设计与制造通常采用UG, Pro/E, MasterCAM等先进的CAD/CAM软件来进行,这样不但提高了设计与制造的质量,而且提高了生产效率,为企业带来极大的经济效益。MasterCAM作为基干PC平台的、集设计与制造于一体的CAD/CAM软件,以优良的性价比、常规的硬件要求、灵活的操作方式、稳定的运行效果及易学易用的操作方法等优点,能够满足2/5轴的联动加工,较好地解决了我国日前中小型企业的零件设计与制造问题,因此在我国中小型企业中应用非常广泛.
工作原理
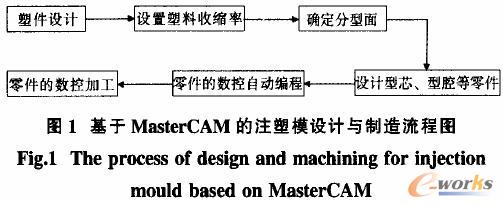
1.1 基于MasterCAM的注塑模设计与制造的流程
基于MasterCAM的注塑模设计与制造的流程大致如图1所示。
1.2 塑料盖零件
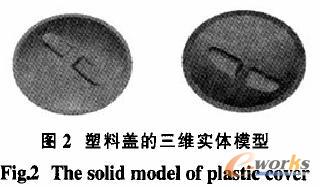
本实例的塑料盖为某塑料杯的盖子,其三维模型(上面和底面)如图2所示,材料为PE(聚乙烯),此种塑料柔韧性好,成型性能好,但是收缩率较大。该塑料盖的整体结构较为简单,模具设计时关键的问题是选择适当的分型面,要求便于模具的设计与加工,便于塑件的取出。
1.3 注塑模设计与制造
(1)塑件设计在进行模具设计之前.必须有一个设计好的塑件的三维模型。此模型可以在MasterCAM中利用其GAD功能进行建模,也可以在其它的三维GAD软件(如UG , Pro/E等)中设计,再通过MasterCAM中提供的数据交换接口得到,MasterCAM可以读写下列转换文件:STEP, IGES, DXF等等。
对于该塑料盖,在MasterCAM中,利用绘图(Create)命令,在不同的构图面上绘制对应的截面,完成塑件的线框模型的绘制,如图3所示,然后利用实体的旋转、扫描、布尔运算、倒圆角、抽壳(塑件壁厚1.Smm)等命令,完成塑件的三维实体模型,如图3所示。
(2)设置塑料收缩率。不同的塑料由干化学成分不同.在冷却成型后会有不同程度的收缩.为了弥补收缩带来的误差,必须将收缩加以补偿,在MasterCAM中虽然没有专门的设置塑料收缩率的处理命令,但是我们可以根据塑料的收缩率大小利用比例缩放命令(Scale)来实现。该种塑料的平均收缩率为0.035,即可以将塑件放大到1.035倍。
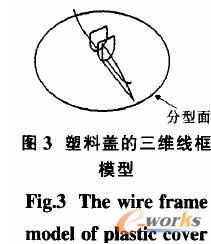
(3)确定分型面。分型面可以是平面,也可以是曲面.其选择必须确保塑件方便取出.而且模具零件运动过程中不能有干涉。对于该塑料盖,结构较简单,同时考虑到模具的复杂性和塑件尺寸问题,分型面选在盖子的底面部位,如图3所示,属于平面类型的分型面,并且在分型面下面采用推件板推出机构,既方便型芯的设计与加下,又方便塑件的取出。
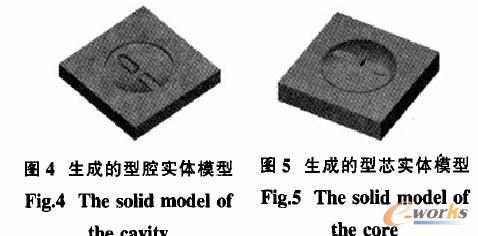
(4)设计型芯、型腔。注塑模设计中最主要的部分是型芯和型腔设计。完成了前面的工作,就可以根据塑件设计型芯、型腔。方法一般主要有两种方法:①如果分型面较简单,塑件又是实体模i}的话,可以建立一个包含塑件的毛坯,再利用实体的布尔运算直接得到型芯、型腔,该方法适合用于简单塑件的情形;②如果分型面较为复杂,可通过复制分型面,再利用该曲面的偏移、修剪等编辑命令来得到型芯、型腔的曲面模型.
在本实例中,采用方法①,在分型面所在构图面绘制一矩形,通过实体拉伸命令(Solid Extrude)得到一长方体,使的塑件包含在里面,然后通过实体的布尔运算差(Boolean Remove),将该长方体减去塑件,得到型芯和型腔,如图4,5所示。
(5)型芯与型腔的数控自动编程。利用MasterCAM强大的数控自动编程技术,可以很方便的完成数控程序的编制.MasterCAM既有二维铣削加工,又有三维曲面.
(实体)铣削加工,曲面加工中包括8种粗加工和11种精加工方式。只需要加工工艺人员选择适合的加一〔方式,并且合理设置一些必要的工艺参数,就可以自动生成刀路,还可以通过刀路模拟和实体切削仿真检查发现刀路正确与否;在确保刀路正确的条件下,通过后置处理,可以得到完整的数控程序。
本实例型芯的数控自动编程:采用粗加工和精加工结合。粗加工先采用挖槽粗加工(Rough Pocket 1001path ),考虑到型芯整体结构大体是旋转体,故精加T可以选择放射状(Finish Radial Toolpath)加工。
粗加工先采用挖槽粗加工(Rough Pocket Toolpath ) ,选取X10立铣刀(Endmill Flat),进给率(feed rate)800mm/min,下刀速率(plunge rate) 500mm/min,主轴转速(spindle speed) 5=1600 r/min,加l一余量(stock toleave on drive) 0.3mm,最大Z轴进给(Max stepdown )lmm,设定步进距离(Stepover) 50%,挖槽粗铣切削方式选择等距环切(Constant Overl )注意:同时开启螺旋下刀(Enuv-helix ) ,设置相关参数,因为平底立铣刀没有垂直下刀切削功能.型芯凸出的外形可用二维外形铣削加下(Contour2D),刀具选用X10立铣刀(Endmill Flat),注意设置分层铣削(Multi Passes) ,同时采用切人/切出( Lead in/out),开启过滤程式(Filter) 。
经过实体切削仿真检验后,通过后置处理(Post)得到数控程序。
型腔的数控自动编程可以参照型芯的加工方法,此处略。
(6)零件的数控加工。得到完整的数控程序后,可以通过通讯接口将其输人到数控机床的数控系统中,完成必要的毛坯装夹和对刀等操作后,就可以进行零件的自动加T了。由于本次加T处理的数据较多,所生成的程序长,数控机床的存储器不能满足程序量的要求。这样可以采用DNC加工方式,利用RS-232串行接口,将计算机和数控机床连接起来在实际加工中我们使用了华兴数控21 DM铣床数控系统,效果比较满意。
2 结束语
随着先进的CAD/CAM软件越来越普及,模具生产企业越来越广泛地使用CAD设计和CNC数控加工。用先进的CAD/CAM软件,对产品先进行的三维实体图的设计,然后根据塑件,合理设计模具结构,绘制模具零部件和型芯的三维实体图,编写数控程序,并输送到数控机床进行自动加工,最后进行模具装配、试模等,这也是现代化模具的生产过程和发展趋势,它改变了传统的模具设计与制造的手段,有效地缩短了模具制造周期,大大提高了模具的质量、精度和生产效率。
(本文不涉密)
责任编辑:
特别推荐





 |
站点信息
- 运营主体:中国信息化周报
- 商务合作:赵瑞华 010-88559646
- 微信公众号:扫描二维码,关注我们
