您现在的位置是:首页 > 行业 > 制造 >
轧辊孔型数控车削加工的三维动态仿真
2008-09-15 23:08:00作者:姜繁智*李立新*郭爱华*谢剑钢来源:
摘要通过分析数控系统和数控代码的特点建立基于代码的加工仿真接口,提出代码翻译的基本思路。以Inventor三维建模和显示环境为支承平台,在合理简化的基础上采用布尔运算和动态刷新显示的方法,实现了轧辊孔型车削加工过程的三维动态仿真。...
本文以Inventor三维设计软件为实体建模和三维图形显示环境,采用Inventor AYI和VB为开发工具,结合数控车床加工的特点,在合理简化的基础上利用实体建模技术构造刀具轨迹回转体,并与毛坯进行布尔运算,并采用动态刷新显示来实现轧辊孔型数控车削加工过程的动态仿真,在显示观察上实现三维实体效果和最终的加工结果。
1、基于NC代码的数控仿真接口
1.1 NC代码的识别
为了实现加工过程的仿真,首先要解决的是NC代码的识别。为此需要设计一个基于数控车床加工功能的,可以为仿真模块所能识别和处理的指令集。本文使用FANUC 0i系统的规则和格式。通过对数控车床系统的功能分析,可以总结归纳出一个基本功能集,此基木功能集可采用集合的方式表达如下:
{FANUCOiSYSIN,G,X,Z,I,J,L,T,F,S,M,C}
其中,N是正在处理的当前NC代码行号的信息指令;G是数控车床的基木加工功能指令;X,Z,I,J和L是用于控制车床加工的几何信息指令;T,F,,S,M,C是机床加工的工艺信息指令。工艺功能信息是根据机床参与加工的功能部件状态确定的。在具体实现时,T,F,,S,M,C指令的作用只是用于在NC代码仿真状态栏内显示有关信急。这些保留的车床状态变量可以体现出NC代码在实际加工中对车床的控制。在建立虚拟数控系统的接口指令集后,车削NC代码就可以根据其指令程序要表达的控制车床加工的信急,在加工功能上与代码识别模块的接口指令集一一对应起来。然后通过代码翻译模块转化为刀具扫掠轨迹。
1.2 NC代码的翻译
仿真接口是基于数控车床的功能和状态的。因此代码翻译的思想是逐行读入NC代码,获取几何信息和工艺信息,然后根据相应的几何信息,重新构建刀具轨迹,并作为虚拟刀具的运动轨迹用于实体仿真模拟加工过程。
本文根据FANUC 0i数控系统的特点和格式,按照图1所示的方法进行代码翻译,通过基木指令集与NC代码一一映射的关系来识别NC代码的实际含义,并提取出NC代码中的几何信息,用以构建虚拟加工环境中刀具的轨迹。
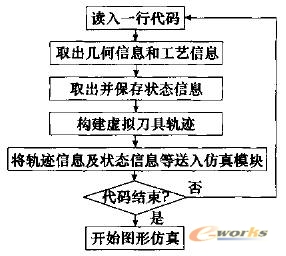
图1 数控代码翻译流程
2、轧辊孔型车削仿真
2.1 车削仿真的简化
通常在仿真时认为毛坯体不动,只有刀具运动,在三维空间中构造刀具体扫掠的轨迹体,将该扫掠体与静止的毛坯体做布尔运算,其目的是降低实体间相互作用的复杂度。但是,这样,刀具扫掠体的构造就变得相对复杂。因为此时刀具体在三维空间的运动将是4自由度的:刀具体上的任一点一边绕毛坯旋转,一边作进给运动,这是空间的3自由度运动;而且刀具体通过其刀尖和毛坯接触点与毛坯轴垂直的轴线也在作旋转,这样的扫掠体模型与静止的毛坯体进行布尔运算就加大了计算量和仿真的难度。在本文中模拟的目的在于显示出数控切削加工的先后次序和状态以及零件加工后的形状,以检验数控加工程序的正确性。上述方法对轧辊孔型车削加工的仿真来说过于复杂,故而本文对加工的过程进行了简化。
(本文不涉密)
责任编辑:
上一篇:CAE仿真的并行实现
特别推荐





 |
站点信息
- 运营主体:中国信息化周报
- 商务合作:赵瑞华 010-88559646
- 微信公众号:扫描二维码,关注我们
